
Bơm thực phẩm là thành phần cốt lõi trong các dây chuyền chế biến hiện đại, nơi mà việc duy trì tính toàn vẹn của sản phẩm và tiêu chuẩn vệ sinh an toàn thực phẩm là yêu cầu tiên quyết. Trong bối cảnh công nghệ sản xuất năm 2026, các dòng máy bơm không chỉ dừng lại ở khả năng vận chuyển lưu chất, mà còn phải đáp ứng khắt khe các chứng chỉ về vật liệu, khả năng làm sạch tự động (CIP) và tối ưu hóa hiệu suất năng lượng để đáp ứng tiêu chuẩn sản xuất xanh.

Việc thấu hiểu nguyên lý vận hành, đặc tính vật lý của lưu chất như độ nhớt, độ cắt và yêu cầu kỹ thuật của hệ thống là nền tảng để các kỹ sư lựa chọn thiết bị phù hợp. Bài viết này sẽ phân tích chuyên sâu về các dòng máy bơm thực phẩm, từ cơ chế vận hành thủy lực đến ứng dụng thực tế trong các công đoạn sản xuất, nhằm hỗ trợ chủ đầu tư và đội ngũ kỹ thuật đưa ra quyết định đầu tư tối ưu cho nhà máy của mình.
Tổng quan về máy bơm thực phẩm trong công nghiệp vi sinh
Để lựa chọn đúng thiết bị cho một hệ thống yêu cầu độ sạch cao, trước hết kỹ sư cần hiểu rõ bản chất kỹ thuật của dòng bơm này so với các loại bơm công nghiệp tiêu chuẩn dùng cho nước thải hay hóa chất thô.
Hiểu đúng về bơm thực phẩm
Bơm thực phẩm (Sanitary Pumps, hay còn được biết đến với tên gọi bơm vi sinh thực phẩm) là thiết bị chuyên dụng được thiết kế để vận chuyển các loại nguyên liệu dạng lỏng, sệt hoặc có lẫn hạt trong ngành sản xuất thực phẩm, đồ uống, dược phẩm và mỹ phẩm. Đặc điểm kỹ thuật cốt lõi bao gồm:

- Vật liệu tiếp xúc (Wetted parts): Sử dụng thép không gỉ cao cấp, thường là AISI 316L, có khả năng chống ăn mòn điện hóa và không thay đổi với các phản ứng hóa học từ thực phẩm. Độ nhám bề mặt được xử lý đánh bóng cơ học hoặc điện hóa với chỉ số Ra < 0.8µm để ngăn chặn sự bám dính của protein và vi khuẩn.
- Thiết kế Hygienic (Vệ sinh): Thân bơm và các bộ phận quay được thiết kế bo tròn, không có các “góc chết” (dead zones). Điều này cho phép dòng chảy tẩy rửa có thể tiếp cận mọi ngóc ngách trong quá trình CIP (Clean-in-Place).
- Hệ thống làm kín (Sealing): Sử dụng các loại phớt cơ khí (Mechanical Seal) có vật liệu elastomer đạt chuẩn FDA (Cục quản lý Thực phẩm và Dược phẩm Hoa Kỳ), đảm bảo không rò rỉ và không gây nhiễm bẩn thứ cấp vào lưu chất.
Chức năng và vai trò chiến lược của bơm thực phẩm
Trong một quy trình sản xuất khép kín, máy bơm thực phẩm không chỉ đóng vai trò di chuyển lưu chất mà còn đảm nhận các trọng trách:

- Bảo toàn cấu trúc sản phẩm: Đối với các loại lưu chất nhạy cảm như sữa chua có hạt trái cây hay nhũ tương mỹ phẩm, bơm phải vận chuyển nhẹ nhàng, không gây lực xé (shear force) làm hỏng kết cấu sản phẩm
- Định lượng và kiểm soát áp suất: Đảm bảo lưu lượng ổn định cho các công đoạn quan trọng như đồng hóa, thanh trùng và chiết rót.
- Cách ly môi trường: Ngăn chặn tuyệt đối sự xâm nhập của tạp chất từ môi trường bên ngoài vào dây chuyền sản xuất.
So sánh kỹ thuật: Bơm thực phẩm và bơm công nghiệp thông thường
Sự khác biệt không chỉ nằm ở vẻ ngoài sáng bóng của inox mà còn ở tiêu chuẩn chế tạo cơ khí chính xác. Dưới đây là bảng so sánh trực quan giúp bạn đánh giá nhanh về sự khác biệt cơ bản của các dòng máy bơm này:
| Tiêu chí so sánh | Bơm thực phẩm | Bơm công nghiệp khác |
| Vật liệu chế tạo | Thép không gỉ 316L (AISI 316L) | Gang, thép carbon, inox 304 thô |
| Xử lý bề mặt | Đánh bóng gương (Ra < 0.8µm) | Bề mặt nhám thô, đúc công nghiệp |
| Phớt làm kín | Phớt đạt chuẩn FDA, không chứa dầu độc hại | Phớt tiết chèn hoặc phớt dùng dầu bôi trơn công nghiệp |
| Thiết kế thân bơm | Dễ tháo lắp nhanh (Clamp/Union), không góc chết | Kết cấu phức tạp, khó vệ sinh bên trong |
| Khả năng làm sạch | Tương thích CIP/SIP (tẩy rửa/tiệt trùng tại chỗ) | Phải tháo rời hoàn toàn để vệ sinh thủ công |
| Chứng chỉ | EHEDG, 3-A, FDA | ISO, tiêu chuẩn áp suất thông thường |
Các dòng bơm thực phẩm chuyên dụng: Phân loại theo nguyên lý vận hành
Dựa trên nguyên lý thủy lực và đặc tính của lưu chất, máy bơm thực phẩm được chia thành ba nhóm chiến lược. Việc chọn sai nhóm bơm có thể dẫn đến hỏng sản phẩm hoặc giảm tuổi thọ thiết bị nhanh chóng.
Nhóm bơm ly tâm (Centrifugal Pumps)
Đây là dòng bơm phổ biến nhất trong các nhà máy sữa và nước giải khát nhờ lưu lượng lớn và cấu tạo đơn giản.

- Bơm ly tâm vi sinh: Sử dụng cánh bơm hở (open impeller) giúp dễ dàng vệ sinh. Thường dùng vận chuyển nước lọc, rượu bia, nước ép trái cây hoặc sữa tươi.
- Bơm CIP tự mồi: Được thiết kế với buồng bơm đặc biệt có khả năng xử lý hỗn hợp lỏng-khí. Vị trí quan trọng nhất của nó là hồi lưu dung dịch tẩy rửa từ bồn chứa về hệ thống trung tâm, giúp đường ống luôn sạch sẽ và khô ráo.
- Bơm áp âm: Chuyên dùng để rút lưu chất từ các bồn chân không hoặc từ các bồn chứa đặt ở cao độ thấp hơn bơm, nơi mà các loại bơm ly tâm thông thường dễ bị hiện tượng xâm thực (cavitation).
Nhóm bơm thể tích (Positive Displacement Pumps)
Dòng bơm này là giải pháp cho các lưu chất có độ nhớt từ trung bình đến rất cao, hoặc các sản phẩm có lẫn hạt rắn.
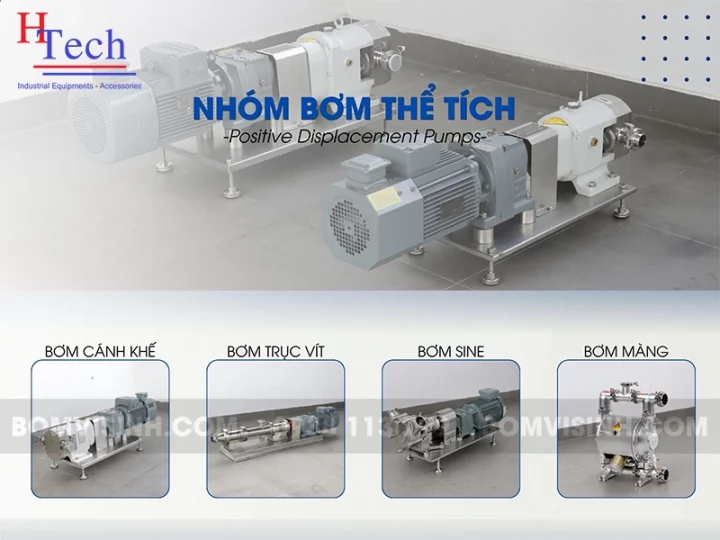
- Bơm cánh khế (Lobe Pump): Hai rotor hình cánh khế quay ngược chiều tạo ra các khoang chứa lưu chất. Đây là lựa chọn hàng đầu cho tương ớt, socola, nước sốt nhờ khả năng vận chuyển nhẹ nhàng, không làm biến đổi tính chất vật lý của sản phẩm.
- Bơm trục vít vi sinh (Progressive Cavity Pump): Sử dụng rotor xoắn và stator đàn hồi để “đẩy” các chất siêu đặc (như kem đánh răng, mứt trái cây) đi xa với áp suất ổn định.
- Bơm sine (Masosine Pump): Rotor hình sin tạo ra dòng chảy liên tục, không xung động và lực cắt cực thấp. Rất phù hợp cho các tế bào vi sinh nhạy cảm hoặc các mảnh trái cây lớn.
- Bơm màng thực phẩm (AODD): Vận hành bằng khí nén, không sử dụng điện nên cực kỳ an toàn trong môi trường dễ cháy nổ (bơm cồn, rượu vang). Nó có khả năng chạy khô và tự mồi rất tốt.
Nhóm bơm thực phẩm chức năng đặc biệt
- Bơm đồng hóa: Sử dụng áp suất cực cao để xé nhỏ các phân tử chất béo, giúp sữa hoặc nước sốt không bị tách lớp.
- Bơm trộn (Mixing Pump): Tích hợp cánh cắt để hòa tan bột vào ỏng ngay trong quá trình bơm, giảm thời gian vận hành trong bồn khuấy.
- Bơm chiết rót: Thường là bơm lobe có độ chính xác cực cao, được lắp đặt tại đầu ra của dây chuyền để đóng gói sản phẩm vào chai hoặc bao bì.

Ứng dụng chuyên sâu: Bơm thực phẩm nằm ở đâu trong dây chuyền?
Một kỹ sư vận hành giỏi cần biết chính xác vị trí nào cần loại bơm nào để tối ưu hóa hiệu suất (OEE).
Trong dây chuyền sản xuất sữa và đồ uống
- Trạm tiếp nhận: Bơm ly tâm công suất lớn lắp tại cầu cảng hoặc bồn xe tải để hút sữa tươi về nhà máy.
- Dây chuyền tiệt trùng/thanh trùng (UHT): Bơm ly tâm vi sinh đẩy lưu chất qua các tấm trao đổi nhiệt ở nhiệt độ cao (trên 1400C).
- Công đoạn chiết rót: Bơm cánh khế chịu trách nhiệm đẩy sữa chua có hạt hoặc sữa đặc vào máy chiết túi, đảm bảo độ đồng nhất.
Trong dây chuyền sản xuất thực phẩm sệt (tương ớt, nước sốt)
- Bồn phối trộn gia vị: Bơm trộn được dùng để hòa tan đường, muối, bột tạo đặc vào nước.
- Vận hành bán thành phẩm: Sau khi nấu, bơm cánh khế đẩy tương ớt nóng qua hệ thống lọc và làm lạnh.
- Đóng gói chai: Bơm chiết rót định lượng đảm bảo mỗi chai tương có thể tích chính xác tuyệt đối.

Trong ngành dược phẩm và mỹ phẩm
- Hệ thống nước cất (WFI): Bơm ly tâm cao cấp vận hành liên tục trong vòng lặp tuần hoàn để ngăn chặn sự hình thành màng sinh học (Biofilm).
- Sản xuất kem dưỡng/kem đánh răng: Bơm trục vít hoặc bơm lobe chuyền chất nền đậm đặc từ bồn khuấy sang máy đóng tuýp.
Vì sao phải sử dụng bơm thực phẩm chuyên dụng?
Đầu tư vào một hệ thống bơm chuẩn vi sinh không đơn thuần là chi phí, mà là một khoản bảo hiểm cho uy tín thương hiệu của doanh nghiệp.
- Vệ sinh an toàn thực phẩm là tuyệt đối: Các vụ thu hồi sản phẩm do nhiễm khuẩn thường bắt nguồn từ các góc chết trong bơm hoặc đường ống. Bơm thực phẩm loại bỏ nguy cơ này ngay từ khâu thiết kế.
- Chống ăn mòn hóa học mạnh mẽ: Trong quy trình vệ sinh, nhà máy thường dùng xút (NaOH) hoặc axit nitric (HNO3) ở nhiệt độ cao. Chỉ có inox 316L và phớt FDA mới có thể chịu đựng được môi trường này mà không bị rỗ hay biến chất.

- Bảo vệ cấu trúc nguyên liệu: Nếu dùng bơm nước thông thường để bơm sữa chua, lực cắt sẽ phá vỡ liên kết protein khiến sữa chua bị tách nước. Bơm thực phẩm được tính toán để bảo vệ “độ mịn” và “độ đặc” của sản phẩm.
- Giảm chi phí vận hành (OPEX): Bơm thực phẩm chính hãng có thiết kế thông minh, cho phép tháo lắp nhanh để kiểm tra hoặc thay thế phớt mà không cần đào tạo chuyên sâu, giúp giảm thời gian dừng máy (downtime).
- Đáp ứng tiêu chuẩn xuất khẩu: Để đưa sản phẩm vào các thị trường khó tính như Mỹ, Nhật, EU, dây chuyền sản xuất phải chứng minh được việc sử dụng thiết bị đạt chuẩn 3-A hoặc EHEDG.
Các yếu tố then chốt khi lựa chọn bơm thực phẩm
Đừng chỉ nhìn vào giá thành, hãy xem xét các biến số kỹ thuật sau để đảm bảo hệ thống vận hành trơn tru:
- Độ nhớt (Viscosity): Đây là thông số quan trọng nhất. Nếu lưu chất có độ nhớt > 500 cP, hãy quên bơm ly tâm và chuyển sang bơm cánh khế hoặc bơm trục vít.
- Nhiệt độ (Temperature): Bao gồm nhiệt độ vận hành và nhiệt độ vệ sinh. Phải chọn loại phớt và cao su làm kín chịu được dải nhiệt độ này để tránh rò rỉ.
- Áp suất đẩy (Differential Pressure): Tính toán kỹ độ dài đường ống và độ cao cần đẩy để chọn công suất motor phù hợp, tránh hiện tượng motor bị quá tải.

- Kích thước hạt rắn: Nếu sản phẩm có lẫn các mẩu trái cây, thạch hoặc thịt bằm, cần chọn bơm có khoang chứa giữa các rotor đủ lớn để không làm nát hạt.
- Thương hiệu uy tín: Các hãng như Carten Pump cung cấp dải sản phẩm đa dạng từ bơm màng đến bơm ly tâm vi sinh với tiêu chuẩn chất lượng đã được khẳng định toàn cầu.
- Dịch vụ hậu mãi: Chọn nhà cung cấp có đội ngũ kỹ thuật sẵn sàng hỗ trợ tại chỗ và kho phụ kiện thay thế dồi dào.
Huy Thành – Đối tác cung cấp giải pháp bơm thực phẩm uy tín hàng đầu
Trong suốt nhiều năm qua, Huy Thành đã khẳng định vị thế là đơn vị dẫn đầu trong việc cung cấp các dòng máy bơm thực phẩm chuyên dụng cho các tập đoàn thực phẩm và dược phẩm tại Việt Nam. Chúng tôi không chỉ bán thiết bị, chúng tôi mang đến giải pháp tối ưu cho từng dây chuyền sản xuất.
Những thế mạnh vượt trội của Huy Thành
- Hàng nhập khẩu chính hãng: Chúng tôi là đối tác trực tiếp của các thương hiệu danh tiếng, đặc biệt là dòng Carten Pump, đảm bảo mọi thiết bị đều là hàng mới 100% với công nghệ tiên tiến nhất.
- Đầy đủ chứng chỉ CO, CQ: Minh bạch tuyệt đối về nguồn gốc xuất xứ và kiểm định chất lượng. Khách hàng hoàn toàn yên tâm khi đưa thiết bị vào các dự án đấu thầu hoặc kiểm định nhà máy.
- Tư vấn kỹ thuật chuyên sâu: Đội ngũ kỹ sư của Huy Thành sẽ khảo sát đặc tính lưu chất, đo đạc thông số đường ống để tư vấn loại bơm phù hợp nhất, giúp doanh nghiệp tránh lãng phí khi mua nhầm công suất hoặc sai chủng loại.
- Giá tốt nhất thị trường & Chiết khấu cao: Nhờ nhập khẩu trực tiếp số lượng lớn, Huy Thành cam kết mức giá cạnh tranh nhất, cùng chính sách chiết khấu linh hoạt cho các đơn vị thi công và thầu phụ.
- Kho hàng sẵn có (Stock): Chúng tôi luôn lưu kho các model thông dụng nhất để đáp ứng nhu cầu thay thế khẩn cấp. Với các model size lớn hoặc cấu hình đặc thù, quy trình đặt hàng từ hãng được tối ưu hóa để giao hàng trong thời gian ngắn nhất.
- Dịch vụ giao hàng tận nơi: Hỗ trợ vận chuyển thiết bị đến tận nhà máy trên toàn quốc, đảm bảo an toàn và đúng tiến độ công trình.
—
Việc đầu tư vào một hệ thống bơm thực phẩm chất lượng không chỉ giúp nâng cao năng suất mà còn là lời khẳng định về cam kết an toàn vệ sinh của doanh nghiệp đối với người tiêu dùng. Với sự đa dạng về chủng loại từ bơm ly tâm, bơm cánh khế đến bơm màng khí nén, mỗi mắt xích trong dây chuyền đều cần một “chiến binh” phù hợp nhất.
Nếu bạn đang băn khoăn trong việc lựa chọn thiết bị cho nhà máy của mình, đừng ngần ngại liên hệ với Huy Thành. Chúng tôi sẵn sàng hỗ trợ bạn xây dựng một dây chuyền sản xuất chuẩn vi sinh, bền bỉ và hiệu quả!
Thông tin liên hệ
- Hotline: 0938 113 799 – 0938 134 799
- VP. Hồ Chí Minh: 15 đường số 8, Khu nhà ở Bình Chiểu 2, Khu phố 2, Phường Tam Bình, TP.HCM
- VP. Hà Nội: 35 ngõ 570 Kim Giang, Phường Thanh Liệt, Hà Nội
Huy Thành | Đại lý phân phối bơm Carten Pump chính thức tại Việt Nam!
